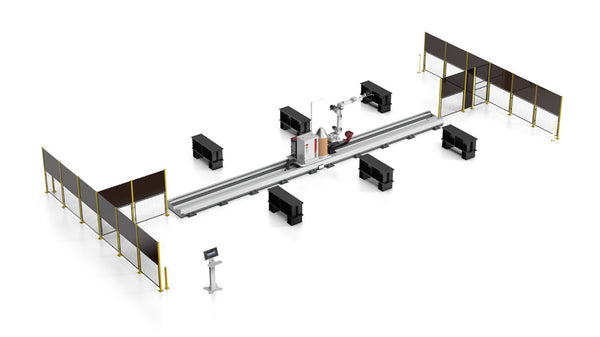
I. Описание роботизированной сварки:
2.Добавьте седьмую ось, робот и систему отслеживания траектории, большую рабочую зону.
3. Рабочие зоны могут быть организованы по обе стороны пути, а также рабочие зоны могут быть разделены на секции для сварки небольших деталей.
4. Сварочные и погрузочно-разгрузочные работы можно выполнять одновременно, что существенно повышает эффективность производства.
5. Программное обеспечение можно использовать без ошибок после 1-2 дней обучения, и нет необходимости в ручном вмешательстве на протяжении всего процесса после загрузки, что значительно снижает требования к навыкам операторов.
6.Позиционер может быть опциональным.
II.Параметры роботизированной сварки:
| Содержание | Диапазон параметров | Единица | Замечания |
| Степени свободы (оси) | 7 | / | / |
| Требуемая температура окружающей среды | -10~45 | ºС | / |
| Максимальная конечная нагрузка | 6 | Кг | / |
| Рекомендуемая площадь пола | W1200*Д12000*В650 | мм | / |
| Пиковая общая мощность | 45 | кВт | / |
| Номинальное входное напряжение/частота | 380+/-10% | В | Трехфазный |
| Номинальная входная частота | 50 | Гц | / |
| Площадь пола | 1500*15000 | мм | / |
III. Преимущества роботизированной сварки:
 | Интегрированная система привода и управления роботом
4. Оснащен системой обнаружения и мониторинга столкновений. |
Цифровая система двойников
2. Работа через компьютерный интерфейс, при этом физический объект следует за движениями. 3. Сгенерированная сценой траектория, команда одним щелчком мыши и можно начинать сварку. 4. Коммуникация в реальном времени, интеграция виртуального и физического, выполнение команд. |  |
 | Никакого обучения, никакого программирования
2. Команды процесса · Быстрое развертывание: команды угловой сварки, прерывистой сварки, многослойной и многопроходной сварки можно выбирать одним щелчком мыши. 3. Визуальное наведение · Автоматическое планирование пути: используя линейное лазерное сканирование, робот быстро определяет начальное и конечное положение сварного шва. |
Встроенная библиотека процессов сварки
2. Редактирование сварных швов: выберите сварные кромки для пакетного создания сварных швов, разрыва сварных отверстий и непрерывной сварки кромок. Выберите сварочные процессы в соответствии со сварным швом (многослойный и многопроходной, вертикальный угловой шов вверх). 3. Проверка симуляции: Проверьте, является ли траектория движения разумной или есть ли какие-либо помехи. Убедитесь, что угол сварки удовлетворяет процессу сварки. |  |
 | Модуль визуального позиционирования и отслеживания
(2). Точно отражает положение и осанку заготовки, при этом время захвата изображения до выдачи результата составляет менее одной секунды. (3). Точное позиционирование предотвращает столкновения во время процесса сварки. (4) Полноценный графический интерфейс управления — не требуется никакого предварительного опыта работы с роботом, легкое выполнение всего рабочего процесса. |
IV. Сварочный робот Сварка Тип

V. Образцы роботизированной сварки

Похожий продукт














Есть вопросы? Давайте свяжемся!
Свяжитесь с нами, если вы думаете о покупке высококачественных ингредиентов, разработке новых продуктов или просто решаете производственную проблему с сырьем.





